In high-precision manufacturing, maintaining the stability of CNC milling machines is critical to achieve tight tolerances and consistent product quality. Large gantry-style CNC milling centers, such as the DC1417 model, face unique structural challenges that can induce vibrations, directly impacting machining accuracy and surface finish. This article explores advanced structural optimization techniques focused on reducing vibration-induced errors and thereby boosting machining stability for metalworking professionals and process engineers.
The foundation of enhancing milling stability starts with the machine’s rigid frame. The DC1417 incorporates high-grade cast iron with natural damping characteristics for its bed and gantry, which significantly aids in absorbing dynamic forces without deformation.
The strategic layout of linear guides further reinforces structural integrity. Heavy-duty guide rails are symmetrically positioned to evenly distribute cutting forces, minimizing deflection. Industry benchmarks suggest that optimizing guide rail preload by 15-20% improves stiffness by up to 30%, directly translating to reduced positional error during high-feed operations.
Beyond passive rigidity, the DC1417 employs active vibration mitigation mechanisms. Integrated viscoelastic damping layers within the gantry structure absorb transient vibrations generated during spindle acceleration and heavy cuts.
Dynamic balancing of moving components including spindle heads and tool changers ensures consistent mass distribution, effectively minimizing resonance peaks in the 50-200 Hz range — frequencies often correlated with chatter and surface milling defects. Measured vibration amplitudes decrease by approximately 40% compared to traditional designs.
Achieving optimal stability requires stringent adherence to assembly precision. The DC1417’s fabrication workflow integrates over 70 inspection checkpoints—from casting accuracy to final spindle alignment—under an ISO 9001-certified quality system. This meticulous approach maintains assembly tolerances within ±5 microns.
Tighter tolerances minimize cumulative geometric errors, limiting positional drift during prolonged milling cycles. Real-world production trials have confirmed reductions in machining deviation by 35-45%, a key factor for clients manufacturing aerospace-grade components.
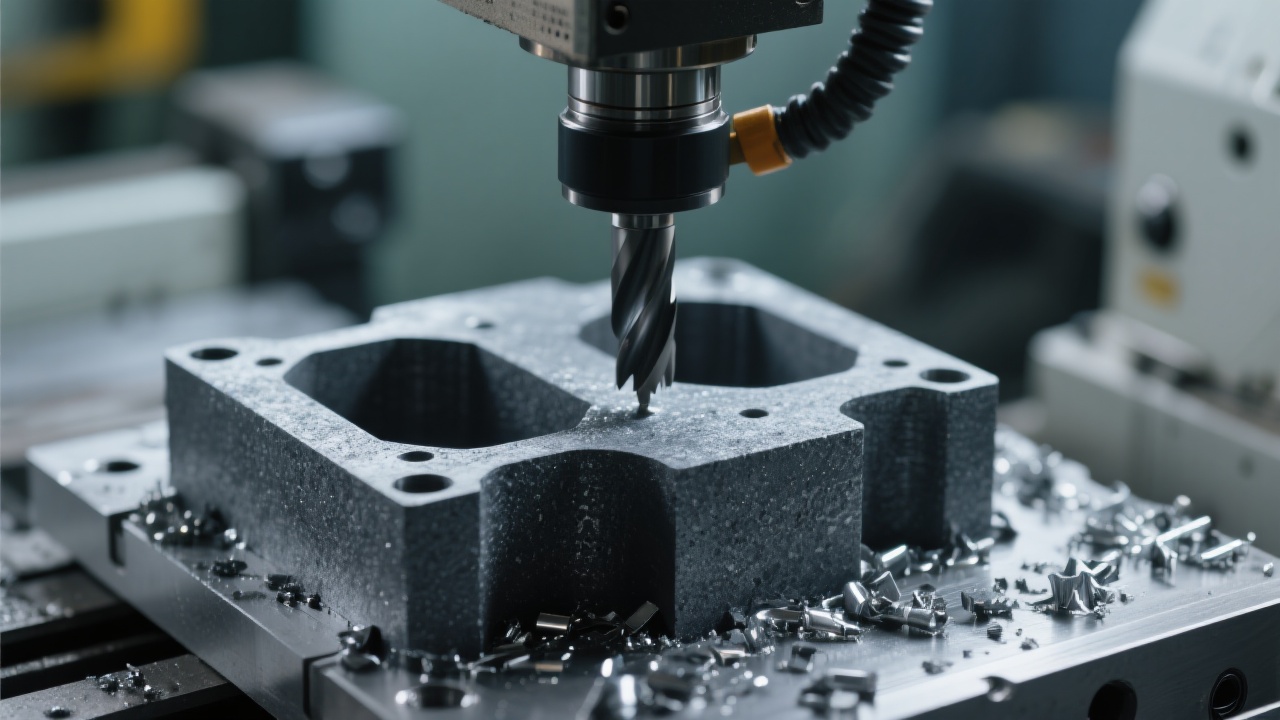
Vibrations originate from multiple sources including spindle imbalance, tool chatter, and workpiece clamping instability. Case studies involving high-speed mold machining demonstrate how modifying feed rates and spindle speeds can shift vibration frequencies outside resonance zones.
Additionally, matching the stiffness of clamps and tooling to the machine's inherent rigidity creates a synergistic effect, enabling smoother cuts and extended tool life. Practical parameter settings include maintaining feed per tooth below 0.1mm and spindle speeds within 3000-4500 rpm for typical machining alloys.

A proactive maintenance regime underpins long-term machining stability. Regular checks on spindle runout, guide rail lubrication, and clamp integrity form the backbone of process reliability. The DC1417 package includes a detailed inspection checklist emphasizing these critical points.
Coupling this with real-time vibration monitoring systems enables early detection of anomalies, allowing prompt corrective action before quality impact occurs.