

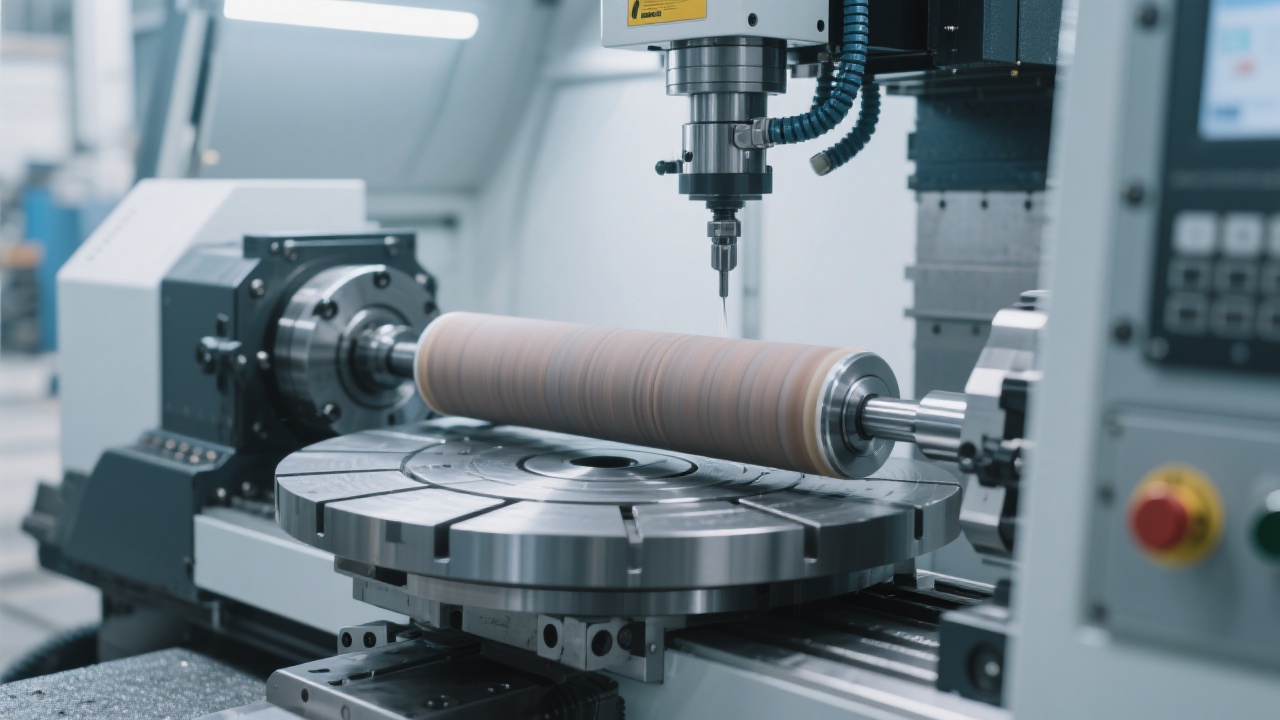
В современном автомобильном производстве точность изготовления двигателей и их компонентов имеет решающее значение. Одной из ключевых деталей является двигательная блок-матрица, которая требует высокой точности при обработке. Именно здесь приходят на помощь двухстолбчатые ЧПУ-фрезерные станки, такие как двухстолбчатый ЧПУ-фрезерный станок DC1317 от компании Нинбо Кайбо Числового Контроля Машиностроения.
При обработке двигательных блок-матриц часто возникают проблемы с размерной точностью и шероховатостью поверхности. Например, размерные отклонения могут достигать до 0,05 мм, а шероховатость поверхности может варьироваться от Ra 1,6 до Ra 3,2. Эти проблемы могут привести к снижению качества и надежности двигателей, а также к увеличению брака при производстве.
Жесткий зажим детали является основой для точной обработки. При использовании правильной конструкции зажима, можно снизить вибрации и обеспечить стабильную работу станка. Например, при использовании специальных зажимов, точность обработки может быть повышена на 30 - 40%.

Правильный выбор параметров резания, таких как скорость вращения шпинделя, подача и глубина резания, имеет решающее значение для точности обработки. Например, при использовании оптимальных параметров резания, можно снизить шероховатость поверхности до Ra 0,8 - Ra 1,2.
Термическое деформирование детали и станка может привести к размерным отклонениям. Поэтому необходимо контролировать температуру во время обработки. Например, при использовании системы охлаждения и термоизоляции, можно снизить термические деформации до 0,01 - 0,02 мм.

Правильное планирование траектории инструмента позволяет обеспечить равномерную обработку поверхности и снизить размерные отклонения. Например, при использовании специальных алгоритмов планирования траектории, можно повысить точность обработки на 20 - 30%.
Любой станок имеет определенные геометрические погрешности. Компенсация этих погрешностей позволяет повысить точность обработки. Например, при использовании системы автоматической компенсации геометрической точности, можно снизить размерные отклонения до 0,005 - 0,01 мм.
В одной из автомобильных фабрик была проведена практическая проверка двухстолбчатого ЧПУ-фрезерного станка DC1317. После применения всех пяти ключевых технологических приемов, размерные отклонения были снижены с 0,05 мм до 0,01 мм, а шероховатость поверхности была снижена с Ra 3,2 до Ra 0,8. Это позволило повысить процент годности деталей с 80% до 95%.
У вас есть вопросы по использованию двухстолбчатых ЧПУ-фрезерных станков в обработке двигательных блок-матриц? Мы рады ответить на все ваши вопросы. Просто оставьте комментарий ниже!





 <#else>
<#else>






